I was thinking about taking a plane trip, so decided to compare co2 output of various activities. I thought comparing activities would give some perspective.
A return flight from London to San Francisco is about 0.9T (This seems lower than last time I checked).
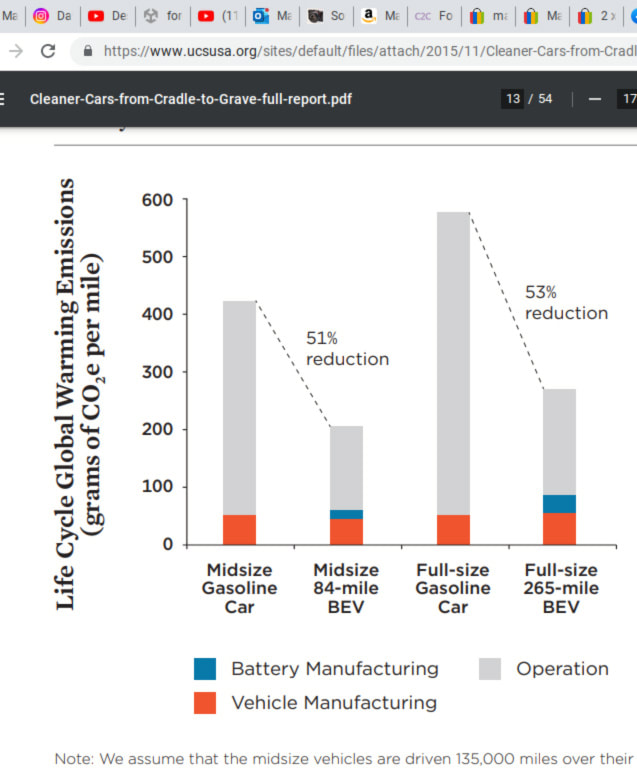
So flying is bad but still much less than driving depending on how often you fly. Switching to a Tesla Model 3 ( assuming that was practical for me which it isn't yet) would almost half my vehicle co2 emissions. A VW Polo or similar would split the difference.
My actual agenda is a speculative trip to Salzberg. A return flight from Bristol is about .25t and takes under 3 hours. To go by train I'd have to split the trip over several days which adds in the need for at least one hotel stay, which in itself adds co2 footprint as well as time and stress. So dunno, but at least I can picture the co2 figures in my head better now.
- Powering my flat for a year Approx 1t (metric tonne) of co2
- Annual car use Approx 10k km 2.8t
A return flight from London to San Francisco is about 0.9T (This seems lower than last time I checked).
So flying is bad but still much less than driving depending on how often you fly. Switching to a Tesla Model 3 ( assuming that was practical for me which it isn't yet) would almost half my vehicle co2 emissions. A VW Polo or similar would split the difference.
My actual agenda is a speculative trip to Salzberg. A return flight from Bristol is about .25t and takes under 3 hours. To go by train I'd have to split the trip over several days which adds in the need for at least one hotel stay, which in itself adds co2 footprint as well as time and stress. So dunno, but at least I can picture the co2 figures in my head better now.















 RSS Feed
RSS Feed